

瑞典一胜百高速钢
ASP30_瑞典一胜百粉末高速钢_ASP30特性_ASP30应用
ASP30
瑞典一胜百粉末高速钢
ASP30是一种钴基粉末高速钢,是瑞典一胜百高品质粉末高速钢,高达8.5%的含钴量对热强度/硬度、抗回火性以及弹性模量有着显著的影响。钴的存在对耐磨性几乎没有影响,因为钴未形成碳化物,ASP30的耐磨性强弱与钢材的基本成分的多与少有关而不是钴(如ASP23)。另外,钴的存在除了增加压缩强度与高温性能外还稍微降低了韧性和硬化能力。
ASP30的特性
ASP30是一种高合金粉末高速钢,其特性为:
⑴、高耐磨性
⑵、高硬度下高压缩强度
⑶、良好的整体淬硬性
⑷、良好的韧性
⑸、良好的热处理尺寸稳定性
⑹、良好的磨削性和机加工性
⑺、非常好的抗回火性
ASP30的化学成分%
C1.28;Cr4.2;Mo5.0;W6.4;V3.1;Co8.5。
标准规范AISI (M3:2 + Co), WNr. 1.3244,SKH 40
交货状态软性退火状态,最高300 HB
冷拉最高320 HB
ASP30的应用
⑴、高耐磨性和罕有的良好压缩强度相结合能应用于重型成型操作模具。
⑵、在某些冷作操作里,模具的工作面(如切割边或成型面)可能达到超过200°C的温度,这种状况可以在高速压制的模具中证实。同样,在重型成型操作中期待模具的高温性能 。
ASP30的物理性能
温度20℃ 400℃ 600℃
密度kg/m3 8 040 7 935 7 880
弹性模量MPa 240 000 214 000 192 000
热膨胀系数20℃起每℃ – 11.8 x 10-6 12.3 x 10-6
热传导系数W/m ℃ 22 26 25
比热J/kg ℃ 420 510 600
ASP30的热处理工艺
⑴、软化退火
保护气氛下软化退火温度850 – 900℃,在炉中以10℃/小时的冷速冷却到700℃,然后空冷。
⑵、消除应力
粗加工后,模具应整体加热至600 – 700℃,保温2小时,缓慢冷却到500℃,然后空冷。
⑶、淬火
预热温度:450 – 500℃和850 – 900℃奥氏体化温度:1050 – 1180℃, 根据需求的最终硬度按下图选择
模具应被保护,以免淬火过程中出现脱碳或氧化。
560℃保温1小时回火3次后的硬度
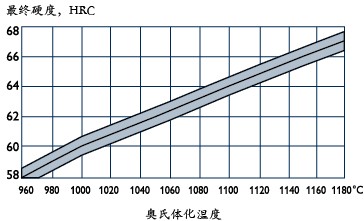
ASP30的最终需求硬度与奥氏体化温度的关系图
保温时间 = 奥氏体化温度模具完全热透后的时间
⑷、淬火介质
在真空炉中,以足够正压(2 - 5bar)的气体冷却
540℃分级淬火
注意 1: 模具淬火,必须连续冷却至大约50℃,然后立即回火。
注意 2: 当模具需要最佳韧性时,请使用分级淬火或高压气体冷却。
⑸、回火
不论使用何种奥氏体化温度,均须以560℃回火,且回火3次,每次回火保温至少1小时,每次回火后必须冷却到室温,三次回火后的残余奥氏体量应低于1%。
⑹、尺寸改变
淬火和回火后的尺寸改变。
热处理:在1050 – 1140℃之间奥氏体化并以560℃回火3次,每次保温1小时
试样尺寸:80 x 80 x 80 mm 和100 x 100 x 25mm
尺寸改变:长度、宽度和厚度增大:+0.03% ~+0.13%
ASP30的电火花加工
如果钢材在淬火及回火后需要进行EDM加工, 电加工表面为再次硬化未回火的重熔层(白层),白层既非常脆又损害模具的性能。
当通过EDM加工轮廓时,推荐采用“精细放电”,即低电流,高频率。为提高模具性能,经电火花加工的表面应进行研磨或抛光彻底去除白层,然后模具应以535℃再回火一次。
ASP30的表面处理
一些冷作工具钢为了降低摩擦和增加耐磨性,而进行表面处理。通常大部分采用氮化和通过PVD和CVD产生耐磨表面涂层。ASP30特别适合碳化钛、氮化钛表层镀膜。因为ASP30的碳化物分布非常均匀,使镀膜的结合更好,并减少模具硬化过程中的尺寸改变。由于结合高强度及高韧性,使ASP30成为理想的PVD和CVD 镀膜基材。
⑴、氮化处理
建议在特殊的盐浴炉种,做短时间的处理,以产生2-20um的扩散层,可以降低工具表面的摩擦和带来各种其它好处。
570℃氮碳共渗氮化层深度与氮化时间的关系
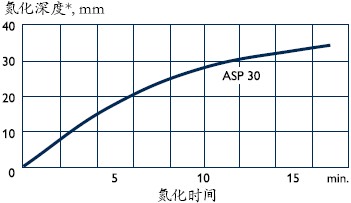
ASP30在570℃氮碳共渗氮化层深度与氮化时间的关系
* 氮化深度指表面到比基体硬度高50HV处的距离
⑵、PVD
物理气相沉积PVD是用200 – 500℃之间的温度来提供一种耐磨涂层的方法。因为ASP30是560℃高温回火,在PCD镀膜过程中没有尺寸改变的危险。
⑶、CVD
化学气相沉积CVD是使用1000℃左右的温度来提供耐磨表面涂层。推荐模具在表面处理后应在真空炉里单独淬火和回火。
更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有关高速工具钢及硬质合金的选择、应用、热处理及库存等相关资料。
资料来源:瑞典一胜百高速工具钢
编辑整理:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号