

新闻动态
钢结硬质合金的锻造工艺?
钢结硬质合金的锻造工艺?
钢结硬质合金的锻造:
钢结硬质合金具有与碳素钢相似的可锻性,经锻打后其组织和性能有如下改善:
(1)通过锻造可使烧结态原材的孔隙度由0.5%减小到0.l%,从而明显地提高了其强度并改善韧性。
(2)经锻造后可使碳化钨合金久烧产品的密度由(9.85~10.03)克/厘米3而达到合格的密度≥10.2克/厘米3。
(3)钢结合金锻造后,碳化物(指硬质相)均匀度提高,使复杂碳化物(指大颗粒状白色的[Fe W]6C)与硬质相的桥接被打碎而呈颗粒状的碳化物。烧结态的钢结合金中,大块状复杂碳化物数量虽少,但它破坏了硬质相的均匀分布,形成脆性区,成为裂纹的策源地,因而降低合金的强度,易造成模具工作面崩块。因此,在钢结合金中,避免大块复杂碳化物的产生或通过锻造使之击碎对提高模具的耐磨性和韧性有极大好处。
(4)目前,由于受粉末冶金设备和工艺的限制,只能生产一些形状简单的钢结硬质合金坯料,因而可通过锻打成形来改变坯料尺寸,减少坯料加工量,提高合金材料的利用率。
(5)钢结硬度合金经改锻退火后可改善原材料表面硬度较中心处偏高的1~3毫米厚的硬壳后,且可使硬度下降HRC2~5,便于机械加工。综上所述,钢结硬度合金通过锻造可改形,改善组织,提高密度、强度及韧性,效果是显著的。表8-28介绍了某些厂家锻与未锻的模具寿命对比。
钢结硬质合金锻造加工,可采用模锻或自由锻两种方法进行。为了使钢结合金有较好的可锻性,必须合理选择锻造温度范围,加热速度、加热时间、锻件变形量以及锻后的冷却。
钢结硬质合金中碳化物含量较高,强烈阻碍钢基体的塑性变形,为了降低合金的变形抗力、提高塑性,减少锻裂倾向,故一般始锻温度选得比较高(防止坯料过烧)。为保持基体有一定的塑性和较小的变形抗力,一般终锻温度也应比较高,这样可防止锻件加工硬化,避免出现裂纹。钢结硬度合金锻造工艺规范见表1。
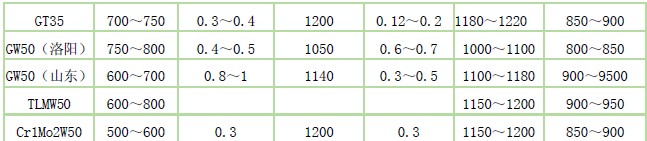
表1钢结硬质合金锻造工艺规范
钢结硬质合金导热性差,若坯料加热太快,表面温度过高,造成内外温度差较大,热应力增大,易开裂。为减少钢结硬质合金的氧化和脱碳,应以技术上可能的最大加热速度来进行。实践证明表8-29的速度为宜。为解决上述矛盾,钢结硬质合金锻造加热时,为减少合金的氧化及缩短高温加热时间,应在稍低于Ac1温度下进行预热。
钢结硬质合金坯料在锻造过程中受变形温度、变形速度、变形程度的影响,使锻件内残留有较大的残余应力。另外,由高温向低温冷却时,还会发生组织转变,产生组织应力。这些应力不仅引起坯料的变形,表面硬度的提高,而且当其应力超过钢基体的强度极限时,将使锻件产生裂纹,因此应选择合适的冷却方式。实践证明,随炉冷却效果较佳。也可在绝热材料如细灰、炉渣、砂中冷却,切勿空冷。锻打操作应遵循轻拍快打,不停翻转,反复锻打,视变形情况逐渐加大锤击量。终锻要轻拍。
更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有关钢结硬质合金,高速工具钢、粉末高速钢、粉末工具钢、日本不二越高速钢、美国熔炉斯伯粉末工具钢(CPM10V)、硬质合金、钨钢、无磁模具钢、基体钢、基体高速钢、高速钢刀具以及其它高品质高速钢、工具钢和硬质合金的选择、应用、热处理工艺及库存等相关资料。
资料来源:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号