

新闻动态
高钒高速钢/ 35CrMo 复合轧辊界面组织和性能研究?(1)
高钒高速钢/ 35CrMo 复合轧辊界面组织和性能研究?(1)
采用电磁半连续复合铸造法制成高钒高速钢35CrMo 复合轧辊, 研究了复合界面组织形貌特征和微区成分分布, 测试了结合界面的力学性能。结果表明: 界面上有厚度为40 um 左右扩散层, 层内显微组织为珠光体; 邻接扩散层的合金钢侧组织为铁素体和珠光体, 高速钢侧为马氏体基体上分布着VC 颗粒。高速钢和合金钢的显微硬度值分别为700 H V 和250 H V, 扩散层介于两者之间硬度值为350 H V; 冲击韧度值可达到100 J/ cm2 。该方法制备的复合轧辊界面具有良好的组织特征和力学性能, 是冶金结合和扩散结合共同作用的结果。高钒高速钢35CrM o 复合界面存在明显扩散层, 且界面两侧发生成分扩散。
结合区两侧显微硬度差别很大, 但在界面处无突变。界面冲击韧度随高钒高速钢面积比的增加快速下降。双金属复合材料由于同时兼有两种金属材料的优点而得到广泛应用。用固液复合铸造法将两种材料结合起来, 已成为现今越来越被重视的方法之一 , 工艺成功与否在很大程度上取决于两种材料的界面结合情况, 研究复合界面的组织结构对制定和优化工艺起着指导作用。本文就保温时间为420 s 时电磁半连续复合铸造高钒高速钢/ 35CrMo 复合轧辊界面组织结构和性能进行分析, 以期得到有实际工程应用价值的结果。
1.试验方法
1. 1 试验用材料
轧辊芯轴材料为35CrMo 钢轧材; 耐磨层为高钒高速钢, 化学成分如表1 所示。
表1 耐磨层材料化学成分 w (%)
T ab. 1Composit ions of w ear resistance lay er
材料 C Cr V Mo Si Mn S, P
高钒
高速钢2. 60 3. 50 9. 25 2. 30 1. 00 0. 57 0. 05
1. 2轧辊与试样制备
试验采用河南省耐磨材料工程技术研究中心研制的半连续复合铸造工艺装置, 其装置简图见本课题组已发表的论文 。工艺过程是: 先将芯轴预热到一定温度, 浇入高钒高速钢耐磨合金, 保温一段时间后, 以适当的速度将轧辊与铸型一起下降至底部,停止加热( 断电) , 制成复合轧辊。在课题组前期工作的基础上, 本文着重研究保温时间为420 s( 浇注完成、开始保温直至断电的时间) 时界面组织结构及性能。试验用复合轧辊试样见图1, 选用的工艺参数见表2。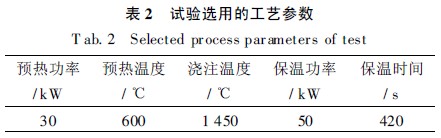
1. 3试验方法
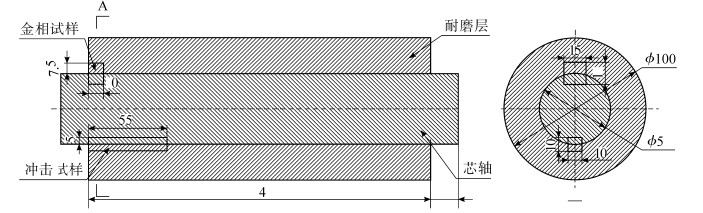
复合轧辊采用QR-30 型热处理炉进行1 050℃,3h空淬; 550℃, 3h 回火后, 取金相试样和冲击试样,取样部位和尺寸见图2。
( 1) 用线切割法取金相试样, 在JSM-5610LV 型扫描电镜( SEM) 下对界面组织进行形貌观察和微区成分分析。并在MH-3 型显微硬度仪上进行硬度测试。
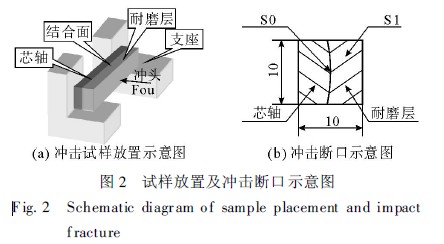
( 2) 沿复合轧辊的轴向取冲击试样, 在JB-300B
冲击试验机进行无缺口的摆锤式冲击试验, 试样断口受力示意图见图2。摆锤从高钒高速钢一侧冲击, 测量冲击试样断口总面积S0 及耐磨层的面积S1 , 设耐磨层所占面积百分比为k, 则耐磨层面积比k= S1 / S0 。从复合轧辊设计的角度看, k 值间接反映芯轴直径与耐磨层厚度对轧辊承受冲击能力的影响。k 值小, 意味着芯轴直径大, 耐磨层厚度小; k 值大, 意味着芯轴直径小, 耐磨层厚度大。
更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有关高钒高速钢/ 35CrMo 、粉末高速钢、粉末工具钢、日本不二越高速钢、美国熔炉斯伯粉末工具钢、硬质合金、钨钢、无磁模具钢、基体钢、基体高速钢、高速钢刀具以及其它高品质高速钢、工具钢和硬质合金的选择、应用、热处理工艺及库存等相关资料。
资料来源:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号