

新闻动态
高速钢节能快速软化退火法(2)
时间:2012-03-30 21:43 | 来源:鑫康创特殊钢 | 作者:技术中心 | 点击:次
高速钢节能快速软化退火法(2)
1注:接“高速钢节能快速软化退火法”(1)
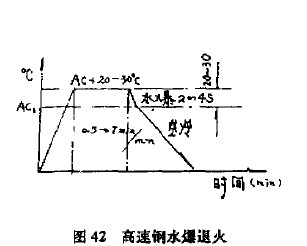
三、水爆退火
将高速钢工件加热至Acl+20~30U.盐浴炉加热,保温(0.5~0.7rain/mm)后在沸水中冷却2~4s,空冷,属亚温两相加热,水爆使部分奥氏休转变为低碳马氏体,部分奥氏休转变为索氏体和少量未溶铁素体, 硬度HRC3 1~39.生产实践表明. 此工艺可改善切削性船和铲削性能.提高加工表而光洁度,代替高速钢调质处理。简化工序。缩短周期1倍多。节电50~70% 提高效率1倍. 降低成卒约80%.表16为W12Cr4V4Mo高速钢不同直径和不同水爆时间与硬度的关系。
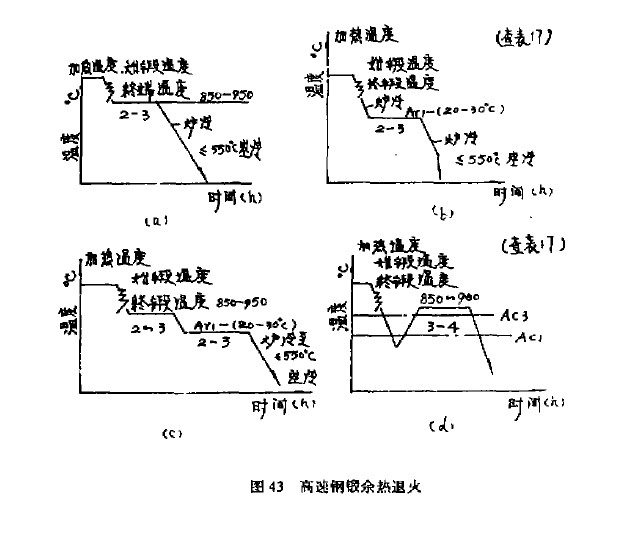
四、锻造余热球化等温退火
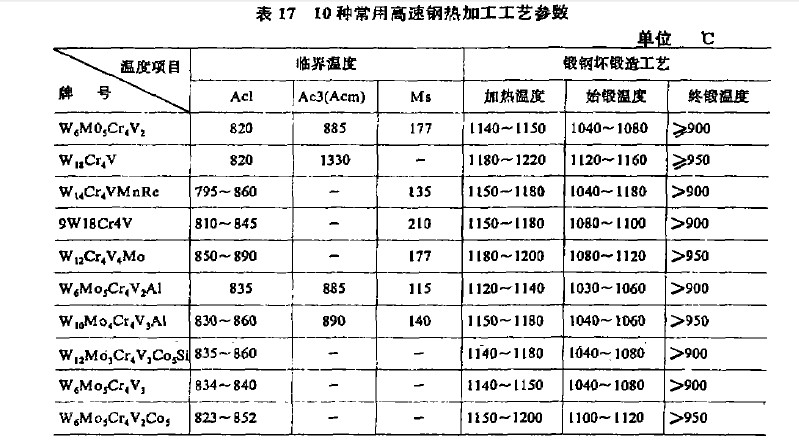
高速钢属莱氏休钢,含有太量的一次碳化物和二次碳化物.一次共晶碳化物往往呈粗大骨骼状或树枝状分布.钢锭虽经轧制或太延,碳化物有一定程度破碎,但碳化物偏析依然严重.沿轧制方向垡带状.全网状 半网状或堆集状分布.碳化物不均匀度随原材料直径增大而愈严碴.共品碳化物扣当稳定,不能用正常热处理方法消除,只能通过改锻击碎共晶碳饨物,对原材料改锻和随后相应热处理配台.能使高速钢合金碳化物呈细、小,匀、凹分布于钢基体.大多数重要工具 刀具和模具高速钢都应改锻,使共晶碳化物<3级。利用高速钢终锻后的高温余热进行图43(a) ~ (d)退火,与球化等温退火相比,节能7o~90%,且筒化工序、缩短生产周期 降低生产成本 改善劳动条件和提高锻件质量,有利于实现机帔化生产.表17为常用10种高速钢热加工工艺参数,也是上述多种节船退火工艺参数。
更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有关高速钢刀具以及其它高品质高速钢、工具钢和硬质合金的选择、应用、热处理工艺及库存等相关资料。
资料来源:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系我们
高速钢及硬质合金专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号