

新闻动态
现代常用工具钢的热处理之工具钢的退火
现代常用工具钢的热处理之工具钢的退火
工具钢在工业中有着广泛的应用。近年来我国汽车、电信等产业的发展对冲模等冷作模具、压铸模等热作模具 及高速钢刃模具的需求日益增长。全球经济一体化的趋势使热处理工作者越来越多地遇到国外钢号,新钢种不断涌现。真空炉的应用越来越广泛。国外工具钢新钢种、新工艺、新设备电有很大发展。本文拟从国内生产实践出发,结合国外较新资料,对现代常用工具钢的实用热处理作一粗浅论述并就教于同仁。
1.工具钢的退火(预先热处理)
工具钢锻造后晶粒较粗大,组织不均匀,内应力、硬度较高,机加工困难。为了消除应力,降低硬度,便于机加工,并为后续热处理作好组织准备,锻造后的工模具应进行退火。
(1)完全退火适用于中碳钢、中碳合金钢。
表1为某厂有关工艺。
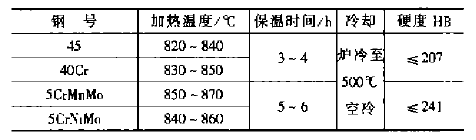 表1
表1
国外热锻模用钢6G和6F2类似我国5CrMnMo、
5CrNiMo,其成分分别为(质量分数)0 55%C,O 80% Mn, 0.25% Si, 1 O0% Cr, 0.45% Mo,O 10%V和0.55%C,0.75%Mn,0.25%Si,1 O0%Cr.1.o0%Ni,0.30%No,O 10%V (选项)。其常用工艺如下:退火温度分别为790~815℃和780~795℃ ,下限用于小件,上限用于大件。保温时间为1~4h,下限用于小件和小装炉量,上限用于大
件和大装炉量(装箱退火时为1h/25mm箱高或箱厚)。然后 不超过22℃/h的速度冷却至425℃。退火硬度分别为197~229HB和223~235HB。按此法估算保温时间较短.且简便易行,似可借鉴。
(2)等温退火(球化退火) 适用于高碳高台金钢 表2为某厂有关工艺国外含碳量为0.印% ~0.90% 和0.90% ~1.4o%的高碳钢(W类)常用退火温度分别为740~ 760℃ 和760~790℃,保温时间1~4h如前述,22℃/h速度炉冷至5lO℃,然后空冷,退火硬度156~201HB。合金工具钢(O、A、D类冷作模具钢和H类热作模具钢)和高速钢(T、M类)的退火工艺也大致如上述,详见后述。高速钢退火时建议采用装箱等方法保护 减少脱碳。当要求保证处理件表面质量时还可采用真空炉。一般真空炉输入等温退火工艺都很方便。我们的生产实践表明此法效果良好,避免了装箱的麻烦。
(3)去应力退火(高温回火) 对某些形状复杂、厚薄不均、有尖角锐边、多孔的工模具及细长、薄板件,为消除机加工遗留应力 减少淬火变形开裂,淬火前应进行去应力退火。表3为某厂有关工艺。
国外工具钢保温时间常采用lh/25mrs,其他和我们差不多。根据我们的经验,某些细长件采用下面的方法可减小淬火变形:高温回火(必要时校直再高温回火)一垂直加热一静止油冷。一般要进行到高温回火后几乎无变形再淬火效果才好,此时应力消除得比较完全
真空回火炉特别适用于高温回火。在普通空气炉高温同火后工件表面会氧化,不宜接着淬火,特别是在真空妒中淬火。我们从国外引进的立式真空回火炉加热时采用氮气加少量氢气保护,可保持工件表面光亮,解决了这一问题。我们用该设备采用高温回火预处理,解决 多种_ll件的淬火变形旧题。
(4)返修及翻新模具的退火 已淬火模具由于机加工、热处理未选到图样要求需重新加工、淬火.或由于模具使用已久需重开型孔,可进行翻新淬火。表4为某厂有关工艺。
更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有关工具钢的热处理,高速工具钢、粉末高速钢、粉末工具钢、日本不二越高速钢、美国熔炉斯伯粉末工具钢(CPM10V)、硬质合金、钨钢、无磁模具钢、基体钢、基体高速钢、高速钢刀具以及其它高品质高速钢、工具钢和硬质合金的选择、应用、热处理工艺及库存等相关资料。
资料来源:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号