

新闻动态
现代常用高速钢的热处理
现代常用高速钢的热处理
高速钢的热处理
普通高速钢国内用得较多的仍为W18Cr4V,W6MoSCr4V2用得较少(高速钢高新材料就不谈了)。国外则大量采用M2 (类似W6MoSCr4V2) 单就热处理工艺性而言,M2就优于T1(类似W18Cr4V),因为它淬火温度低,淬火变形小,对炉子的要求也低。两台工作温度分别约为1200℃和1300℃的真空炉,价格可能相差不少。抑制碳化物析出也是高速钢淬火时必须注意的一个重要问题。前苏联的盖列尔指出,5mm以下的刀具可采用气淬,5rmn以上则必须油淬,否则淬火硬度虽高,二次硬化上不去。近年来国外对高速钢的高压气淬作了一些研究,认为相当大的件用5×lOsPa气淬就能避免先共析碳化物析出,新资料表明25mm、5×lOsPa刚能避免析出。我们在引进的3×lOsPa立式真空气淬炉处理了约25rmn的M2刀具,二次硬化尚可。高速钢热处理生产中如二次硬化不足怎么办?建议提高淬火温度。
高速钢除用来制造刀具外,还可用来制造要求较高特别是韧性要求较高的冷作模具,此时热处理一般采用低淬低回。其他钢制造的冷作模具如使用时经常开裂,可改高速钢低淬低回试试。

国外高速钢常用热处理工艺见表1
注:① 建议装箱退火以碱小变形.保温时间应为lh/25mm葙高或箱厚。
② 不超过下列值的速度冷却至650~C.以下砖却方式随意。
③ 盐中加热温度应比下列值低l4℃。
国内高速钢一般在560T:回火3次,每次1h。国外常用工艺至少回火2次,温度为540—595T:,取决于刀具种类,如钻头常用540—555T:,丝锥常用560~580T:等。每次保温时间2h以上。
下面介绍国外较新资料给出的一份冷作模具热处理工艺(表2),作为本文的小结,其中O1、s7、A2、D2、M和CPM分别为低合金冷作模具钢(油淬)、耐震工具钢、中合金冷作模具钢(气淬)、高台金冷作模具钢(气淬)、高速钢和粉末冶金高速钢。
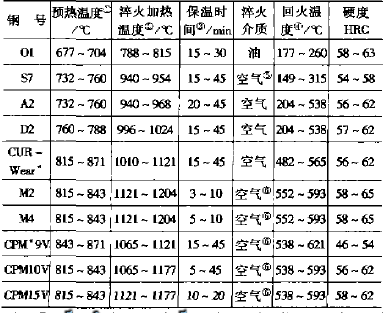
(表2)冷作模具热处理工艺
注:① 工件预热时均温透热即可 真空炉或可控气氟炉淬火加热温度高于1093~C时建议在1010—1f38':C进行第二次预热。
② 采用上限硬度耐磨性较高,采用下限可稍微提高韧性。
③ 低温取长时,高温取短时。
④ 太多采用多次回火.参考有关资料,
⑤太件可能需淬油井需提前出油
⑥高速钢淬火介质可采用真空或空气,耍达到晟高硬度可能仍需采用盐浴。
更多信息
请直接与我公司服务人员联络(热线电话:0510-83632628),以获得更多的有高速钢的热处理,高速工具钢、粉末高速钢、粉末工具钢、日本不二越高速钢、美国熔炉斯伯粉末工具钢(CPM10V)、硬质合金、钨钢、无磁模具钢、基体钢、基体高速钢、高速钢刀具以及其它高品质高速钢、工具钢和硬质合金的选择、应用、热处理工艺及库存等相关资料。
资料来源:东莞市鑫康创特殊钢有限公司
『版权所有,转载或引用请注明链接和出处』


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号