

新闻动态
高耐磨高韧性粉末工具钢CPM10V,韧性和耐磨性的最佳组合
高耐磨高韧性粉末工具钢CPM10V
粉末钢CPM 10V是美国熔炉斯伯(Crucible)公司,采用粉末冶炼工艺,研发的高钒工具钢,提高钒的含量,使其具备极高耐磨性的同时,仍具优良韧性和机械加工性.自从1978年问世以来,成为举世公认并成为高耐磨产业工具的标准.由于优异的耐磨和良好的韧性,使其成为应用于冷作用途替代硬质合金和高耐磨性材料的首选.特别是工具的韧性无法满足要求时和考虑工具性价比的情况下,更应该选择CPM10V。
粉末工具钢CPM10V具有高质量、高均匀性,超级的尺寸稳定性,优异的磨削性和韧性。
CPM10V的应用:冲压或锻造工具;冲压凸模和凹模;粉末压实工具;冲切和穿孔模;工业刀片和剪切刀;木材加工工具;塑料模具镶嵌件;塑料注射筒衬;磨损部件。
化学成分(%):
碳C 2.45%;铬Cr 5.25%;钒V 9.75%;钼Mo 1.3%.
物理性能:
◆弹性模量 : 221X103 MPa
◆密度: 7.418 g/cm3
◆热传导:
温度°С W/m- °k
21 20.39
100 21.54
300 24.85
500 26.30
◆热胀系数:
温度°С mm/mm/°С
21-93 10.7X10-6
21-260 11.1X10-6
21-427 11.8X10-6
21-593 12.3X10-6
机械加工和磨削能力:
退火态机加工能力类似于T15(W12MoCr4V5Co5)高速钢,可用高速钢的磨削装备磨削.'SG'型氧化铝磨轮或CBN (立方氮化硼)磨轮对CPM 10V最适用.
热处理:
◆临界温度:840°С
◆锻制 :1095-1150°С,不低于930°С停锻,锻后缓冷.
◆退火: 加热到870°С保持2小时 以≤15°С /小时速度,冷至540°С,然后炉冷或静止空气冷却至室温
退火硬度 BHN 255-277
◆消除应力:
●退火工件 加热到595-700°С保持2小时,炉冷或静止空气冷却至室温.
●硬化工件:加热到比回火温度低15°С,保持2小时炉冷或静止空气冷却至室温.
◆矫直:200-430°С温矫。
◆硬化
●预热:815-845°С均匀化,在真空或气氛状态下热处理,建议1010-1040°С二次预热.
●奥氏体化:1010-1175°С保持30-45分钟.
●淬火 :空淬或至少2bar压力气淬至50°С以下,或者淬入540°С盐浴/油,并空冷至50°С以下.实践中盐浴处理会获得硬化状态下的最大韧性. 在1010-750°С区间真空或气氛淬火其冷却速度亦能获得最佳的热处理效果。
◆回火 :最低540°С 回火二次,每次保持2小时
◆尺寸变化:+0.03%至+0.05%
◆推荐热处理制度:在1120С° 奥氏体化,保温30-45分钟后淬火.550С°回火三次,可获得韧性和耐磨性的最佳组合。
目标硬度HRC60.奥氏体化温度高,能获得高硬度,但韧性稍有降低。较低的奥氏体化温度可得到最高的韧性.
韧性:
根据实际使用的硬度要求,降低淬火温度,可增加韧性。.
热处理硬度
淬火加热温度 1010°С 1040°С 1065°С 1120°С 1150°С 1175°С
最小保温时间(分钟) 60 45 30 20 15 10
淬后硬度HRC 61 63 65 65 64.5 63.5
540°С回火HRC 56 57 60.5 62 63 64
韧性最大,且有效消除应力的最佳热处理工艺
550°С回火HRC 54 56 58.5 60 62 63
565°С回火HRC 52 54 56.5 58 60 61
595°С回火HRC 49 51 52 54 55 56
620°С回火HRC 44 45 46 48 50 51
650°С回火HRC 40 41 43 46 47 48
最少回火次数 2 2 2 2 3 3
结果可因硬化方法和截面尺寸不同而改变,盐浴或油淬硬度最高,真空或大气冷却可能低1-2HRC.
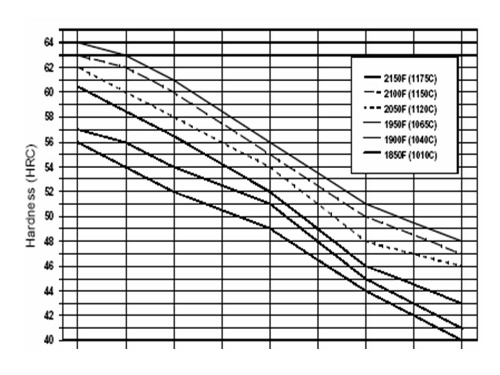
CPM10V的回火曲线图
表面处理:
CPM10V由于它回火温度>540℃,适合氮化,PVD涂层及类似表面的处理.CVD涂层温度超过临界温度,结果难以预测.
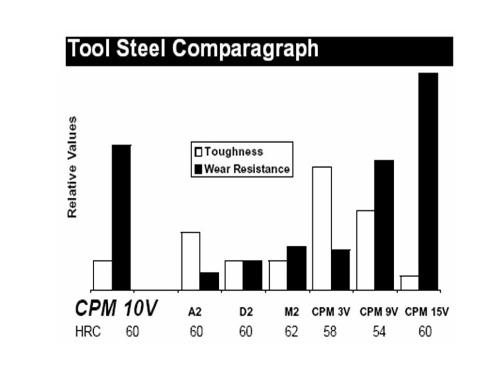
CPM系列粉末工具钢耐磨性和韧性对比


联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hc-hss.com
微信号:hcmjgc
QQ:
地址:中国广东省东莞市塘厦镇林村管理区塘厦大道北408号